棒坯和管坯水平连铸技术的详细介绍!

图 5-1水平连铸棒坯结晶器
图5-1是水平连铸棒坯常用的一种带石墨内套的结晶器结构图。

图5-2管坏结晶器石墨套及芯子
图5-2为空心管坯结晶器石墨套和芯子的组装图。铸造管坯结晶器则需要嵌人与管坯内径尺寸相当的石墨芯子。
髙密度的石墨强度好,耐磨性高且具有良好的自润滑性,是制造结晶器的理想材料。石墨模工作面也可以通过涂料或电镀抛光等方式进行加工,既可以提高铸坯表面质量,也可以延长石墨模的使用寿命。
水平连铸结晶器通常安装在浇注炉前室或中间包上,结晶器结构、结晶器与炉体或中间浇注装置的连接方式以及密封方法是水平连铸技术的关键。

图5-3结晶器与带塞棒控制的出铜口座对接
图5-3为结晶器前端带锥度的石墨套前舌深入到了炉前室中出铜口座砖的锥形孔内。?出铜口座砖由石墨材料制造,因此结晶器与炉体的所有接合面密封良好。此种方式适合小断面铸锭的铸造,便于更换铸锭规格。需要更换结晶器时,塞棒关闭即可。

图5-4结晶器与炉前室出铜口直接对接
图5-4为结晶器和炉前室窗口之间附加一个过渡的耐火材料制成的导向套,导向套再通过一个可更换窗口砖与炉体相连。这种复杂的连接方式后来已经得到了很多改进。目前,多采用结晶器前端面直接与尺寸相当的炉前室窗口砖对接的连接方式。不过,直接连接时,做好结合面的密封是非常重要的。此种方式适合大断面铸锭的铸迨,不宜频繁变换铸锭规格。需要更换结晶器时,需在炉内铜液的液面降到出铜口下沿以下位置时进行。铸造开始前将结晶器、引锭杆和引拉机牵引辊三者调整在同一水平中心线上。塞棒打开即行铸造,铸造期间炉膛内始终应该保持一定高度的金属液位,并且需要对炉内铜液温度连续地进行监控。与结晶器前端面相对的炉壁是安装热电偶的合适位置。采用结晶器振动或者采用停、拉引锭工艺,或者采用带反推的微程引拉程序,可以有效地改善铸坯表面质量和内部结晶组织。铸造黄铜时可采用油润滑和气体保护。

图5-5结晶器入口端的电加热装置
图5-5是采用电阻加热石墨导注管的水平连续铸造装置,适合铸造管坯。该装置中的保温浇注炉采用电阻加热炉衬,相当于石墨坩埚。结晶器与石墨坩埚之间通过石墨质导注管连接,石墨导注管处于电加热区内。

图5-6 新月形空气间隙示意图
图5-6是由于自重作用造成的铸锭与结晶器之间的新月形空气间隙,使得铸锭上部的散热条件变差,致使结晶中心偏移。
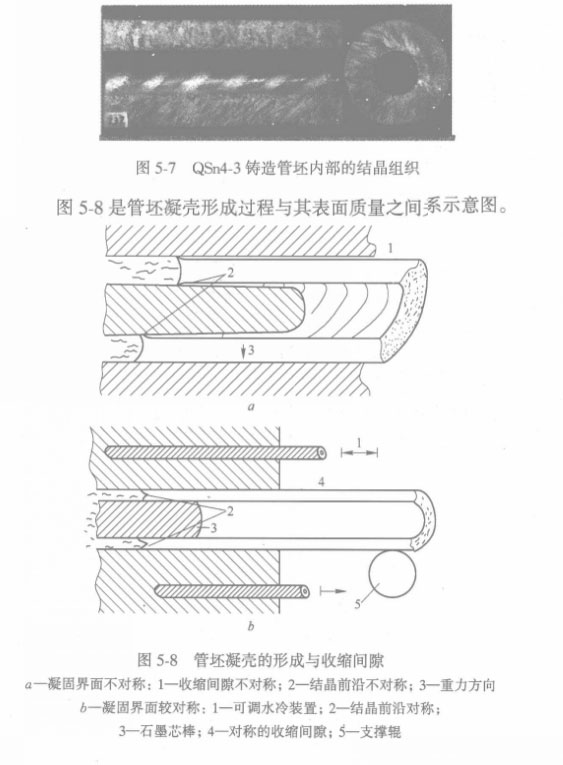
图5-7是水平连续铸造的QSn4-3管坯内部的结晶组织照片。可以清楚地看到:铸锭下部由于冷却速度比较快,柱状晶比较发达。铸锭上部由于冷却速度慢,全部为等轴晶而基本上无柱状晶。
棒坯和管坯水平连铸技术的详细介绍!在液体金属静压力作用下,凝固过程屮管坯不产生较大的径向热应力,但下表面却容易产生裂纹。开始引拉时由于石墨内套和引锭器激冷作用很快形成凝壳,凝壳收缩产生的间隙有利于管坯引出。
图5-?所示的是当管坯发生收缩并且管坯和石墨内套之间产生了间隙时,由于重力效应管坯下沉并使其贴紧石墨套工作面,结果下表面可能产生裂^俗称“拉裂”。若采用带停歇的铸造程序,裂口可能被停歇时跟进的金属液所充填,并可在凝固时将模壁上凝结的残留物带走,由于高温下裂口氧化变色等原因可造成表面的环状节距斑纹c调整工艺参数,例如适当提高铸造温度可以使熔体有效地将微小的裂口“焊合”,调整引拉程序可以使铸坯凝壳有足够的强度而不被拉裂,铸造过程中向模内充以保护性气体如氮气吋防止裂口氧化而有利于重新焊合。
图5-86所示的是在石墨内套中设置水冷铜塞装置,以及在结晶器出口端附加支撑辊的示意图。熔融金属通过结晶器时,通过设置在石墨内套中的水冷铜塞伸入深度的调整,可以达到精确控制结晶前沿凝固界面的位置和形状的目的。当位于石墨模内套下侧壁中的水冷铜塞伸入深度比上侧壁中的水冷铜塞伸入深度浅时,就能纠正凝固前沿界面的不对称行为,从而可以建立稳定地凝固过程。沿结晶器横断面基本对称的凝固界面的建立,可以有效地减少以至完全消除铸锭下部表面的裂纹。
棒坯和管坯水平连铸技术的详细介绍!另外一种调节液穴和凝固界面形状的方法是:改进铜液进人结晶器的方式和铜液在结晶器中的分配方式,例如将上下均匀或者对称的分配方式改为上下非均匀或者非对称的分配方式,调整得当时不仅可以减少或者避免铸锭的表面拉裂缺陷,同时也可以获得上下均匀的结晶组织。
间歇铸造装置主要用于铜及其合金棒坯、管坯和带坯的水平铸造。
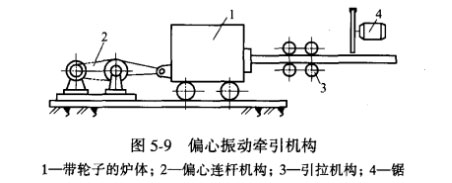
图5-9所示的是偏心振动牵引机构示意图。
保温铸造炉和结晶器都安装在一台可以水平移动的小车上,此小车通过链条与一固定安装的偏心连杆机构相连。铸造过程中,通过小车的水平往返移动即结晶器的水平往返移动,铸锭沿水平方向被牵引。调整偏心轮的偏心距,可以得到不同的振幅。改变驱动偏心轮的电动机的转速,便可得到不同的振动频率。
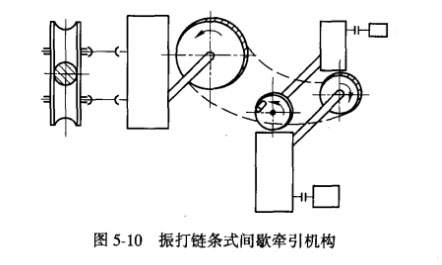
图5-10所示的是振打链条式间歇牵引机构示意图。
在辊式牵引机的减速器出轴处,于驱动牵引辊的分动箱人端轴上加一链条传动。由于链条较长,当主动链轮开始传动时,仅将松下的链条转起但并未传动从动链轮。然而在链条旁装有一个偏心轮,轮上带一个拨爪,当偏心轮带动拨爪转到最下方位置时,链条才被完全张紧,此时主动链轮每转过一个齿,从动轮也转过一个齿。显然,通过振链式牵引,可以实现停歇铸造的工艺程序。
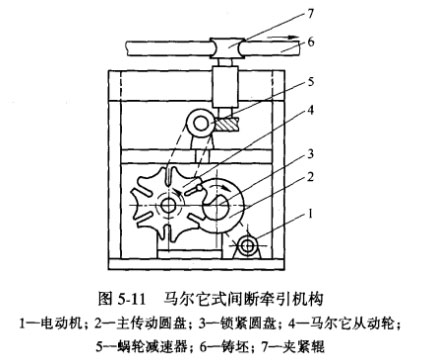
图5-11所示为马尔它式间断牵引机构示意图。
该结构可将输入的旋转运动变成断续转动,为铸造过程提供准确的拉-停传动方式。该装置提供的是具有正弦曲线特征的传动。改变马尔它机构中从动轮的槽数时,便能改变运动的时间与间歇时间的比值,以满足铸造过程的需要。
图中电动机1通过皮带传动带动主传动圆盘2转动,当主传动圆盘上的拔销进入马尔它从动轮槽沟中时,从动轮便产生正弦曲线特征的运动。当拔销从槽沟中转出后,从动轮的运动停止。此时,锁紧圆盘3的圆柱面旋人从动轮两槽沟间的弧形凹面处,即锁死从动轮。只有当拔销再次进入从动轮槽沟中时,从动轮才能被拖动。周而复始,从动轮产生间歇的运动,从动轮将这一运动通过链条传动传给蜗轮减速器5,联结在蜗轮轴端部的夹紧辊7将蜗轮的旋转运动传给铸坯6。